制作基于Arduino的迷你CNC绘图机
 0
0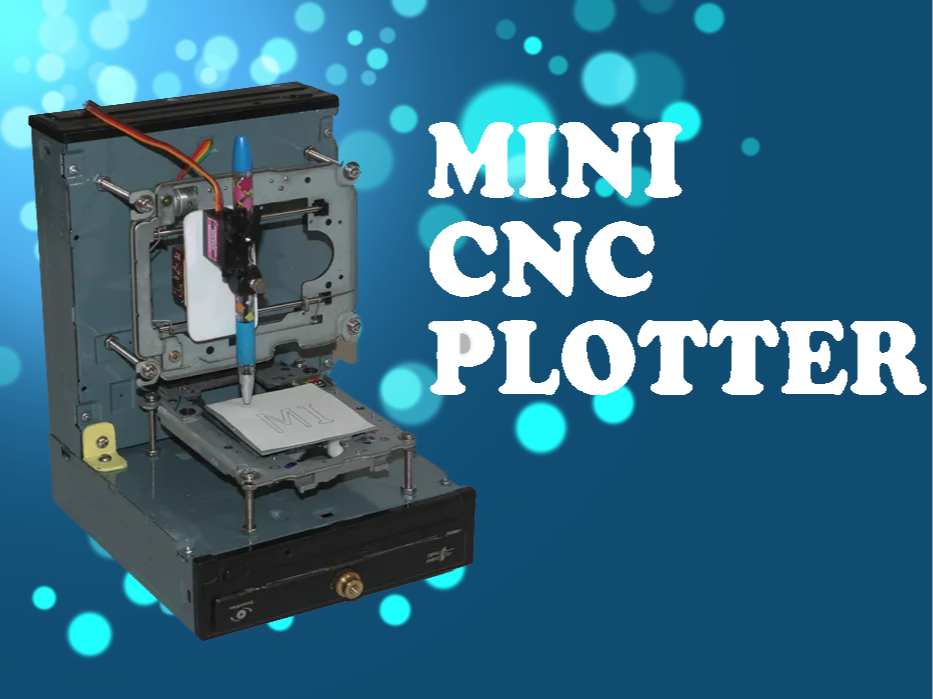
准备工作:
材料:
概述
CNC绘图机基本上是一个2.5轴的CNC机器,它在X轴和Y轴上各有一个步进电机,在Z轴上有一个伺服电机。一支笔连接在Y轴上,而Z轴用于控制笔的上下移动。
正如名称所示,绘图机根据给定的指令绘制或描绘图形。为了给机器下达绘制什么内容的指令,需要一种特殊的代码——G代码。图像将通过特殊软件转换为G代码,然后此G代码被发送到控制器,控制器指挥电机如何移动。结果是,机器将在纸上绘制出图像。
现在,让我们看看如何构建这样的机器,首先从材料清单开始。
材料清单
序号 | 项目 | 数量 |
1 | 报废DVD驱动器 | 2 |
2 | Arduino UNO | 1 |
3 | L293D电机驱动板 | 1 |
4 | 迷你伺服电机 | 1 |
5 | 5V 1A电源适配器 | 1 |
6 | 若干电机连接线 | —— |
7 | 所需的螺母和螺栓 | —— |
软件清单
- Arduino IDE:用于编写和上传代码到Arduino板。
- Processing IDE:可用于进一步处理绘图数据,或作为替代方案生成G代码。
- Inkscape版本0.48.5:一个开源的矢量图形编辑软件,可以用来创建或编辑要由CNC绘图机制作的设计,并帮助将图像转换为G代码。
DVD光驱

为了制作基于Arduino的迷你CNC绘图机,我们显然需要两个废弃的DVD光驱。
我在当地的电脑维修店以不到1美元的价格购买了这些光驱。我们将使用其中的步进电机及滑动机构。需要注意的是,并非所有DVD光驱都内置步进电机;如果电机接了4根电线,则表明它是一个步进电机。
光驱拆解



我用螺丝刀迅速拧开DVD光驱的外壳,并通过施加一些力从中取出步进电机机构。这样,我就得到了两个步进电机机构和两个空的DVD光驱外壳。
电机接线



取出步进电机机构后,我用剪刀剪断了默认的电机连接线。然后,我拿来大约40厘米长的杜邦4芯线,将其切成两段,每段用于一个步进电机的连接。接着,我小心地剥去杜邦线的外皮,避免损坏铜丝,然后将它们焊接到步进电机裸露的引脚上。
外壳喷色


为了成品的好看,我给他喷涂了一些灰色颜料。
角铁固定



用一块20 x 20毫米的角铁制作X轴和Y轴的支架。我在角铁上钻了5毫米的孔,并将其切成两段夹具,进一步使用这些夹具和M5X10螺母及螺栓来固定两个轴。
钻出电机所需螺孔


现在,我在DVD光驱外壳上标记孔的位置,以便为两个步进电机机构的安装做准备。我使用钻孔机小心地钻出5毫米的孔。
电机固定



在DVD光驱外壳上钻孔后,我在步进电机机构的四个角上固定了四颗M4 X 60的螺母和螺栓。现在,我把步进电机机构放到相应的位置,并用M4螺母固定住所有四个螺栓。
制作笔的上下移动机制








这是制作迷你Arduino CNC绘图机中最重要的一步,我们将在此步骤中制作笔的上下移动机制。首先,我取了一个圆规,并小心地移除了它的笔夹部分。然后,我使用了一支顶部和底部可以打开的普通笔。首先取出笔芯,从顶端切下大约2厘米的部分。现在,我在笔芯的顶部放置了一个从其他按压式笔中 salvaged(回收)的弹簧。接着,我用一根结实的线,在笔芯的中部绑紧,并用超级胶水固定在其位置上。现在,在笔身中部正上方的位置,我钻了一个小孔。
接下来,我小心地将笔芯放入笔中,并把线从孔中拉出。这样我就完成了笔的上下移动机制:当我拉动线时,笔芯会向上推;当我释放线时,笔芯会落下。由于在笔芯顶部装有弹簧,笔尖能与纸张保持良好的摩擦力。最后,我把笔放在笔夹中,并用超级胶水将其固定在X轴上。
伺服电机控制


我在X轴上安装了一个小型伺服电机,并将线绑在小型伺服电机的旋钮上。
安装Arduino控制器及电机驱动板



我在机器背面钻了四个孔,并拧入四个15毫米的间隔柱,以便将Arduino UNO安装上去。然后,将L293D电机驱动板安装在Arduino UNO上。通过这些步骤,Arduino CNC绘图机的组装就完成了,接下来我们将进行接线。
电路图

步进电机接线前的准备工作



我们使用Arduino UNO作为CNC机器的核心,正如我们知道的,CNC机器中使用了步进电机。步进电机不容易控制,因此我们这里使用L293D电机驱动板来控制步进电机,同时使用一个伺服电机来实现笔的上下移动。
在开始接线之前,首先我们需要确认步进电机的正确接线。我们的步进电机有4根线,这意味着它有两个线圈,即两组线各自形成一个线圈。因此,我们需要找出哪两根线属于同一个线圈。这里我使用万用表进行连续性测试来确定这一点。
我把万用表设置为连续性测试模式,并将测试笔逐一连接到电机的线上。如果在任意两根线之间测得连续性(几欧姆的电阻),则说明这两根线属于同一个线圈,剩下的两根线则属于另一个线圈。
完成接线

别忘了移除黄色跳线,并按照上述图示连接步进电机的电线。同时,将伺服电机连接到L293D电机驱动板上的伺服1端子。
你需要一个电源适配器为机器供电,可以使用5V直流1安的电源适配器。
通过这些步骤,接线工作就完成了。接下来,我们可以进入Arduino代码上传的过程。
ARDUINO 代码讲解

你可以从下面的链接下载。
首先,我们需要在Arduino IDE中安装AFMotor库。如果你不知道如何添加库,只需谷歌搜索即可。
现在,无需做任何修改,直接上传代码。
这里,我将解释代码中一些可能对你有用的重要的部分。
以下是伺服电机上下移动的值,如果需要可以增加或减少。如果伺服电机的工作方向相反,请交换penZUp和penZDown的值。
以下是用于更改CNC绘图机速度的值,你可以将StepDelay的值从0调整到2:
- 0代表最高速度,
- 2代表最低速度,
理想情况下,将其保持在1。
如果你的绘图区域较大,你可以通过修改这里的Xmax和Ymax的值来调整最大绘图范围。这样可以根据实际需要扩展CNC绘图机的工作区域。
完整代码

目前代码已经上传,现在是时候生成G代码了。
G-code生成

要使用CNC绘图机进行绘制,我们显然需要G代码。G代码是CNC机器的语言。
在这个项目中,我们将使用Inkscape软件和Makerboat G代码库来生成图像的G代码。
首先,下载Inkscape 0.48.5版本,并下载Makerboat G代码扩展。
安装Inkscape软件,并按照以下步骤添加扩展。
请注意,您需要下载Inkscape 0.48.5版本。
导出G-code注意事项

注意:如果在机器即将开始时Arduino断开连接或重置,请在导出G代码时取消选中以下选项。
Inkscape模板

注意:如果你的机器只绘制了图案的一部分,你可以使用这个Inkscape模板。下载此模板并在Inkscape中打开它,然后将你的设计放置在虚线框内。
GCTRL

此时,我们的机器已经准备好绘制任何东西,只需等待命令。我们还生成了G代码,但是如何将这个G代码发送给机器呢?
为此,我们将使用GCTRL,这是Processing中的一个G代码发送GUI。我们通过Processing和GCTRL的帮助向机器流式传输G代码。
希望你已经从上面下载了GCTRL,如果没有,请从这里下载。
只需双击打开GCTRL.pde文件。现在点击Processing窗口右上角可见的播放按钮,将会出现这样的窗口:
使用GCTRL的步骤
所有关于如何使用此图形用户界面(GUI)的详细信息都清楚地写在那里。
- 通过按“p”键,你可以从下拉列表中选择COM端口。
- 选择端口后,可以使用箭头键来手动移动X轴和Y轴。
- 使用数字键“5”和“2”来控制笔的上下移动。
- 要发送G代码到Arduino,请按“g”键并从浏览窗口中选择G代码文件。一旦选择文件并按下回车键,机器就开始绘制图案。
通过这种方式,基于Arduino的迷你CNC绘图机的制作过程就完成了。希望我已经涵盖了主要的要点。
 0
0 0
0 0
0 qq空间
qq空间  微博
微博  复制链接
复制链接